等离子体熔覆
在各类广泛应用的表面工程技术中,激光熔覆、等离子转移弧熔覆、火焰喷涂以及等离子喷涂均可以制备较厚的涂层。由于火焰喷涂及等离子喷涂会产生巨大的噪声,以及大量的灰尘及紫外线,因此会严重污染环境;同时,在喷涂过程中,合金粉末经过高温区域时,其中的部分合金元素会被氧化,甚至烧蚀掉。另外,火焰喷涂及等离子喷涂技术制备的涂层与基底之间是机械结合,因此,涂层不能承受较大的载荷及冲击。由于激光的能量转换率很低(大约只有10%-25%之间),而且由于设备费用很高,因此其应用受到了限制;同时,其应用还依赖于块体材料的反射率,因此,激光熔覆工艺的大规模工业应用目前仍受到很大限制。等离子转移弧熔覆技术焰流具有极高温度(高达20,000-30,000℃),优异的电弧稳定性,工件热变形率低,以及涂敷速度快等优点。等离子熔覆技术是上述各种表面改性工艺中的较理想的一种。近几年在该领域研究取得了很多进展。
Cr7C3以高的硬度,优异的耐磨性,以及耐腐蚀抗氧化性能著称,因此,常用作复合涂层中的强化相。铁基底中的固溶体γ-Fe具有良好的延展性以及很高的强度,同时可与硬质相Cr7C3兼容。因此,包含碳化物(Cr,Fe)7C3强化相,并且以韧性相γ-Fe-(Cr,Fe)7C3共晶相为织构的复合涂层,在干滑动磨损的条件下,具有优异的耐磨性能
 DML-V03BD型等离子转移弧熔覆装置
DML-V03BD型等离子转移弧熔覆装置
等离子体熔覆(Cr,Fe)7C3复合涂层的制备及其性能
 等离子熔覆复合涂层的XRD衍射图谱
等离子熔覆复合涂层的XRD衍射图谱
经使用(wt.%)Fe-38Cr-4.5C-5Ni的粉末等离子熔覆后,
在45钢表面得到了主要包含(Cr,Fe)7C3和γ-Fe固溶体相的复合涂层
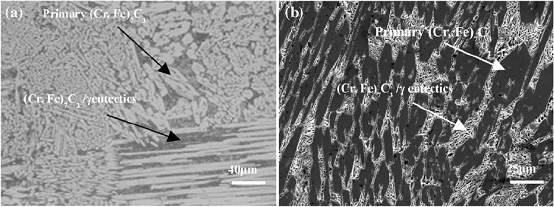 等离子熔覆(Cr, Fe)7C3增强复合涂层的典型微观结构
等离子熔覆(Cr, Fe)7C3增强复合涂层的典型微观结构
涂层的显微组织结构为大量不规则块状增强相和少量树枝状晶组成,
涂层中主要组成相为(Cr,Fe)7C3,而树枝状细晶可标定为(Cr,Fe)7C3和铁基固溶体奥氏体γ相
 (Cr,Fe)7C3增强复合涂层的共晶组织SEM形貌
(Cr,Fe)7C3增强复合涂层的共晶组织SEM形貌
由于碳化物(Cr,Fe)7C3具有很高的熔点,同时在凝固过程中,(Cr,Fe)7C3具有最负的自由形成能,因此在凝固过程中,(Cr,Fe)7C3相首先从熔液中析出。随着凝固过程的进行,残余的熔融中Cr及C元素含量极其微弱,此时发生共晶转变。形成了如上图所示的细晶(Cr,Fe)7C3共晶组织。由于铁基固溶体γ中Ni元素达到饱和状态,可以假设,由于细晶的增强作用,以及固溶强化作用,(Cr,Fe)7C3/γ-Fe共晶组织的强度和韧性可以得到很大程度的提高。
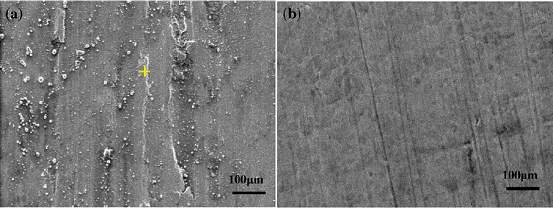 样品磨痕表面SEM形貌:(a) 45钢;(b) (Cr,Fe)7C3碳化物增强复合涂层
样品磨痕表面SEM形貌:(a) 45钢;(b) (Cr,Fe)7C3碳化物增强复合涂层
等离子熔覆(Cr,Fe)7C3增强复合涂层的相对耐磨性比对比试样45钢高35倍。
等离子体熔覆对盾构刀具的处理
利用等离子熔敷技术,使用质量分数(wt.%)Fe–38Cr–4.5C–5Ni的粉末在盾构刀具后刀面上制备了(Cr,Fe)7C3复合涂层。经过利用等离子熔覆技术进行处理后的盾构刀具外观如下图所示。将处理后的刀具应用到北京地铁十号线第九标段的施工现场。在此施工标段,由于土质较好,盾构刀具的磨损都比较轻微,盾构机的推进效率也比较高,达到1.5环/日。盾构机在此标段推进3.8km(往复两个标段,即相当于四个标段)到达接收井后,我们在现场检验了刀具的磨损状况,将经镀膜处理前后的刀具进行了对比。

 采用等离子熔覆技术对后刀面进行处理后的盾构刀具
采用等离子熔覆技术对后刀面进行处理后的盾构刀具

 经熔覆处理的刀具在推进3.8km后的外观
经熔覆处理的刀具在推进3.8km后的外观

 熔覆处理前后的刀具推进3.8km后的对比
熔覆处理前后的刀具推进3.8km后的对比
未经处理的盾构刀具,在推进3.8km后,后刀面的高度下降很多,硬质合金刀片已经有很大程度的暴露;而经等离子熔覆技术制备了(Cr,Fe)7C3复合涂层的盾构刀具,其涂层仍然存在,只有极轻微的磨损迹象,后刀面刀体部分没有发生丝毫的磨损。
等离子熔覆技术制备的硬质复合涂层,能够适应盾构刀具苛刻的服役条件,能够有效的提高刀具的使用寿命,大大降低地铁施工过程中刀具的成本,以及更换刀具所引起的危险及工时的浪费,显著提高地铁施工的效率,以降低整个地铁施工的成本,具有很好的推广应用的价值。
上海多木实业有限公司是一家专业从事电源开发的高科技产业,其中焊接电源是我的重点项目,开发的系列焊机已达到或超过国际先进水平,深受客户的认可,拥有广泛的客户群和知名度。产品专业用于精密零件、薄板等的焊接,阀门、轧辊、截齿等的堆焊,模具、机械轴类的焊补等,已广泛应用于电子电器、煤炭矿山机械、航空航天等诸多领域。
多木业务范围
|
堆焊机 |
等离子粉末堆焊机 |
多功能等离子堆焊机 |
多功能等离子粉末堆焊机 |
大功率等离子堆焊机 |
|
一体化多功能等离子粉末堆焊机 |
微束等离子堆焊机 |
多功能精密堆焊机 |
|
|
阀门堆焊 |
阀门堆焊设备 |
|
粉末堆焊枪 |
100A手持型粉末堆焊枪 |
150A等离子焊枪 |
300A等离子焊枪 |
500A机用等离子焊枪 |
|
100A手持型粉末堆焊枪 |
160A机用型粉末堆焊枪 |
300A机用型粉末堆焊枪 |
等离子堆焊焊机160A |
|
其他 |
等离子耐磨片 |
薄板焊接 |
磨具修复 |
|
|
螺杆堆焊 |
中部槽堆焊 |
金属表面强化 |
|
服务流程:
1、样品测试(客户提供样品测试,让客户具体了解设备的堆焊效果,能否达到客户要求,让客户更放心)
2、合同签订(合同通过快递或者传真递送)
3、现场送货(到客户的公司进行设备的安装、调试以及培训
我们焊机的优势:
1、焊接范围广,金属都可焊接;
2、精度高,达到激光焊机的效果;
3、结合度强,纯属冶金结合,不会产生虚焊、脱落现象;
4、焊点洁白明亮,无发黄、发红、发黑、发绿现象;
5、速度快,瞬间熔合,焊一个点的时间为0.05秒;
6、电流输出的大小、时间以及间隔时间任意可调,热影响较低,效果较佳;
7、设备重量36kg,灵活方便;
8、焊点大小可控,焊后不用处理或简单处理;
9、维护费用低,可以忽略不计;
10、操作简单,方便易学,无需专业人员,大大降低工资成本。
我们焊机的焊补优势:
1、常温焊补,无需预热,焊后易处理;
2、精度高,达到激光焊机的效果;
3、结合度强,纯属冶金结合,焊后可做任何加工;
4、硬度高,焊后较高硬度可达58-59度;
5、速度快,0.2—2.0m的各种焊丝都可使用;
6、电流输出的大小、时间以及间隔时间任意可调,热影响最低,效果最佳;
7、设备重量36kg,灵活方便;
8、焊点大小可控,焊后处理简便;
9、维护费用低,可以忽略不计;
10、操作简单,方便易学,无需专业人员,大大降低工资成本。

